Details
Subtype:
Indexable Threadmill Bodies
A1_INCH Cutting diameter:
APMX Depth of cut maximum:
APMX_INCH Depth of cut maximum:
ART_ID_TO type=accessories:
ART_ID_TO type=consists_of:
ART_ID_TO type=others:
7356304, ;6953380, ;7493809, ;7493810, ;8414219, ;8414220, ;8414228, ;8414229, ;8694485, ;8694486, 5007117;5007127;5007380;5007383;5012633;5012642;5034321;5043224;5043234;5043236;5043648;5887145;6257847;6257864;6257930;6257936;6261650;6264784;6265004;62651
B2_INCH Depth of cut maximum:
B3_INCH Protruding length:
C11 Connection code type machine side:
C12 Connection code form at machine side:
C14 Connection code unit base machine side:
C15 Connection code style machine side:
C2 Connection size code machine side:
C3 Connection diameter machine side:
C31 ISO-tolerance class shank diameter:
C3_INCH Connection diameter machine side:
CCMS Connection code machine side:
CXSC Coolant exit style code:
D6 Rotational speed maximum:
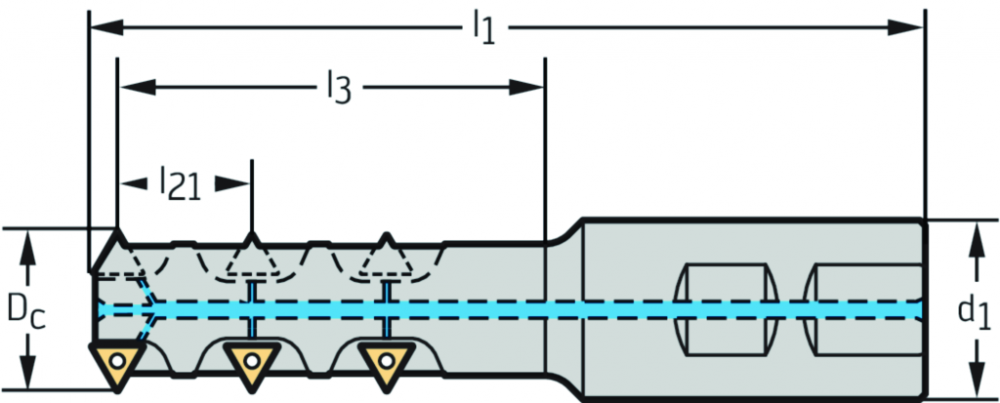
d<sub>1</sub> Connection diameter:
D<sub>c</sub> Body diameter:
D<sub>N</sub> For thread diameter size:
DC_INCH Cutting diameter:
Designation Tool designation:
F21 Peripheral effective cutting edge count:
F23 Number of insert mounting levels:
F24 Number of inserts per mounting level:
G15 Peripheral mounted insert count:
H21 Coolant entry style code:
H22 Coolant exit style code:
IIC Insert interface code:
J11 Standard letter to the standard number:
J51 Insert interface code:
J52 Master insert identification, position B:
J6 Connection code machine side:
KEYWORD:
Tool Item|Threading||Thread-milling cutters, (1 on 1)|T2710
l<sub>1</sub> Overall length:
l<sub>21</sub> Row distance:
l<sub>3</sub> Functional length:
LF_INCH Functional length:
NSM Standard number of properties layout:
Number of cutting edges Number of indexable insert:
P<sub>max</sub>TPI P<sub>max</sub> TPI:
REFERENCE_FEATURE_GROUP_DESCRIPTION_Walter:
Indexable insert thread milling cutter T2710 • DIN 1835 B shank • metric • ≤1,5xD • number of rings with inserts=3
REFERENCE_FEATURE_GROUP_ID_ECLASS_10:
REFERENCE_FEATURE_GROUP_ID_ECLASS_10_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_11:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_5_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_2:
REFERENCE_FEATURE_GROUP_ID_ECLASS_7:
REFERENCE_FEATURE_GROUP_ID_ECLASS_8:
REFERENCE_FEATURE_GROUP_ID_ECLASS_9:
REFERENCE_FEATURE_GROUP_ID_GTC:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_19:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_20:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_5:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_6:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_7:
REFERENCE_FEATURE_GROUP_ID_Walter:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_11:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_5_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_2:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_7:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_8:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_9:
REFERENCE_FEATURE_SYSTEM_NAME_GTC:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_19:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_20:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_5:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_6:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_7:
REFERENCE_FEATURE_SYSTEM_NAME_Walter:
Type Possible indexable inserts:
UDX.BULLETTEXT_1:
Universal indexable insert thread milling cutter
UDX.BULLETTEXT_2:
Radius correction values: Walter GPS / Technical information
UDX.CATFAM_DESCR:
Indexable insert thread milling cutter
UDX.DESCR_APPLICATION:
Blind-hole and through-hole threads;Can be used universally with ISO P, M, K, N, S and H up to 55 HRC;Up to 1.5 × DN thread depth (ideal for oil and gas valves, for example)
UDX.DESCR_BENEFITS:
100% productivity: Fast machining and high tool life quantity;100% process reliability: Easy handling and few radius corrections;100% quality: High operational smoothness and cylindrical threads
UDX.DESCR_TOOL:
Small spaces between rows for quick machining of short threads;Shank in accordance with DIN 1835 HB;Universal indexable insert thread milling cutter;Designed for high cutting speeds and high feeds per tooth;Variable coolant supply: Radial or axial coolant
UDX.PACKAGING_HEIGHT_UNIT:
UDX.PACKAGING_LENGTH_UNIT:
UDX.PACKAGING_MATERIAL_WEIGHT:
UDX.PACKAGING_MATERIAL_WEIGHT_UNIT:
UDX.PACKAGING_VOLUME_UNIT:
UDX.PACKAGING_WIDTH_UNIT:
UDX.WORKING_CONDITION_ISO_H:
UDX.WORKING_CONDITION_ISO_K:
UDX.WORKING_CONDITION_ISO_M:
UDX.WORKING_CONDITION_ISO_N:
UDX.WORKING_CONDITION_ISO_O:
UDX.WORKING_CONDITION_ISO_P:
UDX.WORKING_CONDITION_ISO_S:
ZEFP Peripheral effective cutting edge count: